
Ablauf Feinwuchten einer Kurbelwelle
Beim Konstruieren einer Kurbelwelle wiege ich alle bewegten Teile (Kolben, Pleuel, Mutterpleuel, Nadellager, Kolbenbolzen und Pleuelbolzen). Das Gesamtgewicht plus 20% entspricht dem Gewicht der Kurbelwange, d.h. die Kurbelwange ist in dem Moment auf jeden Fall zu schwer. Den Prototyp der Kurbelwelle baue ich dann in meinen Sternmotor ein.

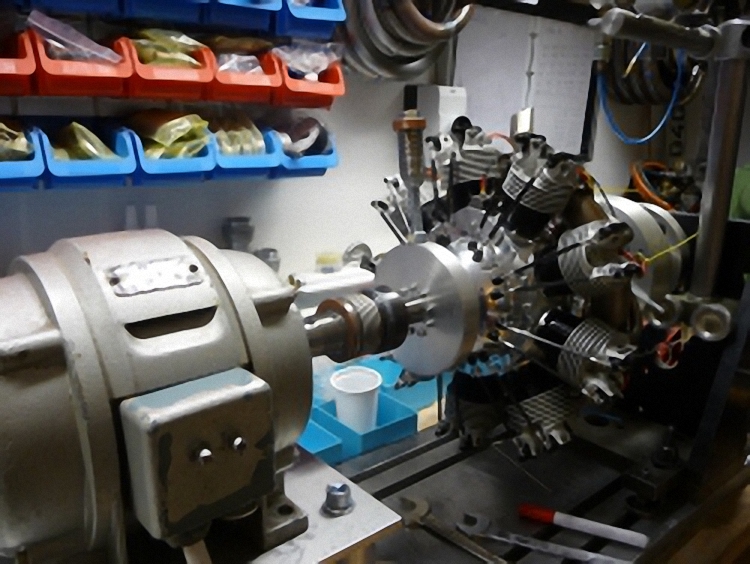
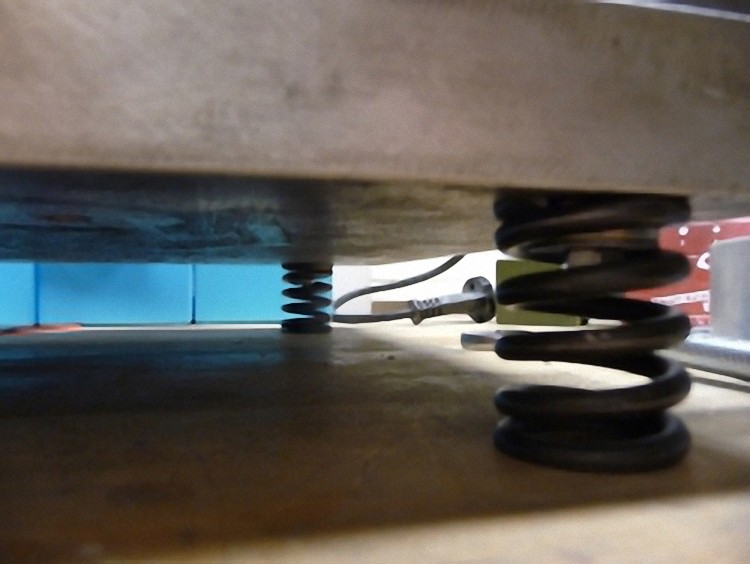
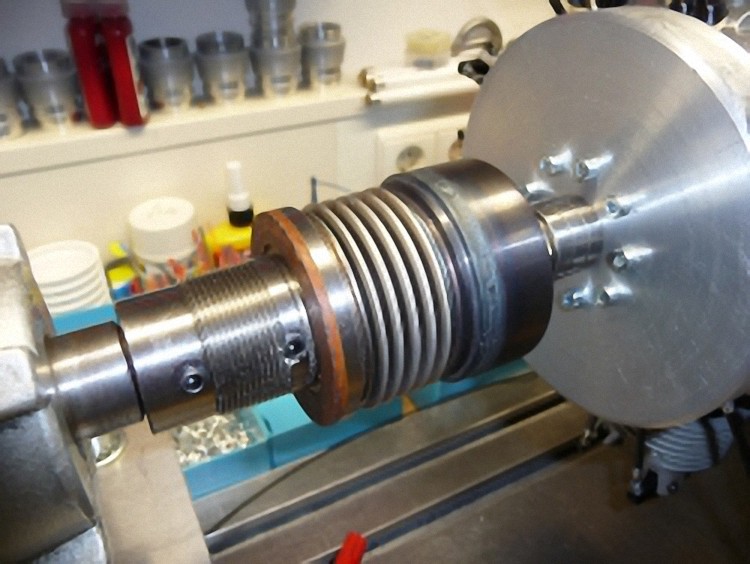
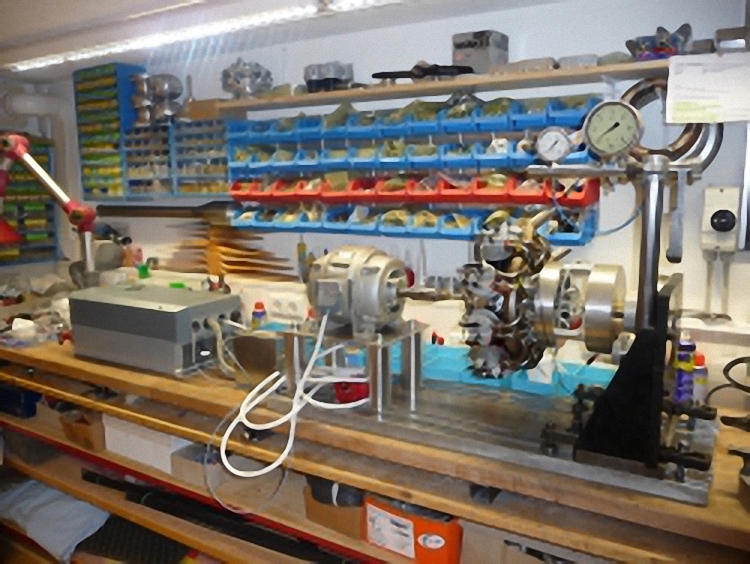
Danach kommt der funktionsfähige Sternmotor auf den Trockenlaufprüfstand mit einem 2 PS starken Elektromotor. Mit diesem wird der Sternmotor, ohne Verbrennung und einer programmierten Drehzahlrampe auf 2000 U/min. gebracht (70 Hz). Der Elektromotor wird durch eine Metallbalkkupplung zum Sternmotor entkoppelt. Der Sternmotor wird über ein Ölbad zum Prüfstand entkoppelt (Hydrofutter). Der gesamte Prüfstand sitzt auf Federn und wird dadurch zur Werkbank entkoppelt.

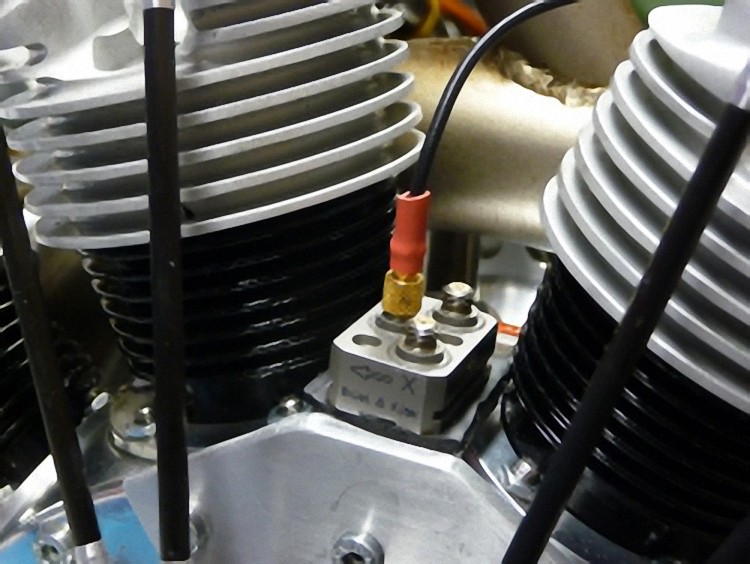
Die Unwucht wird mit einem am Motorgehäuse angebrachten Schwingungssensor (Quarz) gemessen. Die Daten werden in einem Highspeed Datenlogger aufgezeichnet. Die Drehzahlrampe wurde auf 5 sek. Hochlauf (2000 U/min.), dann 3 sek. Drehzahl halten und in 1 sek. nach unten fahren programmiert. Während dessen wurden 20.000 Messungen pro Sekunde aufgezeichnet. Gemessen wurden Schwingungen erster Ordnung = Unwucht und Schwingungen zweiter Ordnung = Nockenscheibendrehzahl.
Das Gegengewicht wurde von außen auf die Position des Propelleraufnehmers gesteckt und so lange optimiert bis die Frequenzmessungen im mV Bereich den niedrigsten Ausschlag nach oben überschritten. Dazu wurden 36 Messungen durchgeführt und das Gegengewicht in 1 g-Schritten verändert.
Das ermittelte Gegengewicht wird dann auf die Kurbelwange umgerechnet und entsprechend umgesetzt.